
![[유세 현장] 김문수, 경남·부산 집중 유세...대 역전극 노린다](/news/thumbnail/202505/64887_74144_2825_v150.jpg)


이 기술보고서는 연속 프로세스와 관련해 우리가 잘 알고 있는 ISA 표준 ‘ANSI/ISA-88.00.01-2010-Batch Control Part 1 : Models and Terminology(배치 제어 1부 : 모델과 용어)’의 사촌격으로 연속 프로세스 공장의 자동화 절차 개발을 위한 기본틀과 용어를 제시하고 있다.
그런데 이 문서는 왜 표준(규범)이 아니라 기술 보고서(비규범)로 발표됐을까?
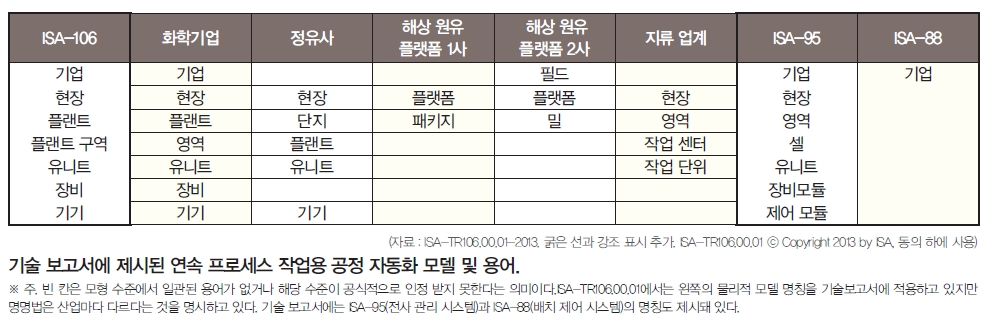
첫째, 위원회는 ‘해야 할 것’이라는 지침이 아니라 업계 현황 조사의 일환으로 작업을 진행했다. 둘째, 위원회는 계층별 공장 장비의 명칭이 산업마다 큰 차이를 보이고 있음을 알게 됐다. 이에 위원회는 ISA-88처럼 어떤 명칭군을 선택하기보다 명칭의 차이를 보여주는 표를 기술보고서에 삽입해 프로세스 섹터별로 원하는 구조와 명명법에 따라 자동화할 수 있는 자율권을 부여했다.
그간은 표준화할 공용어가 존재하지 않았던 것이다. 제시된 모델은 특정 명명법을 따르고 있지만, 사용자가 각자의 목적에 맞게 그 모델을 해석하고 변경할 여지는 얼마든지 있었다.
마지막으로, 위원회는 ISA-88의 위상 상태 모델처럼 비규범 사례가 사실상 업체의 제품이 판단과 다른 표준이 되는 상황을 원치 않았다. 이로써 업체는 여러 가지 복잡도(또는 단순도)를 지닌 다양한 프로세스 자동화 도구를 자유롭게 공급할 수 있게 됐다.
자동 배치와 연속 프로세스
배치 프로세스 자동화와 연속 프로세스 자동화의 기본 차이점은 자동화 프로세스가 어떻게 시작해서 어떻게 끝나느냐에 있다. 전형적인 ISA-88 배치 프로세스의 경우, 장비가 공회전을 시작해 이전 장치에서 배치 원료 또는 배치를 받아 일부 가공을 한 후 다음 장치로 보내고 또 다음 배치를 기다리는 식이다. 끊임없이 배치를 생산하기 때문에 프로세스는 필연적으로 ‘폐쇄형(Closed Ended)’이 된다.
그러나 연속 프로세스는 그렇지 않다. 단순히 공정을 한 상태(작업 모드)에서 다른 상태로 보내는 것이 목적이다.
증류 장치가 자동으로 가동하려면 컬럼이 차가운 상태에서 가열 상태로 바뀌어야 한다. 그리고 컬럼이 가열된 상태에서 제품 공급이 시작되고 컬럼이 운전 상태로 바뀐다.
그러나 컬럼에서 서지나 범람이 감지되면 상태를 완화하고 정상 상태로 되돌리기 위해 다른 절차가 가동될 수도 있다. 물론 컬럼을 가열 대기 상태로, 다시 냉각 운전정지 상태로 되돌리려면 여러 가지 절차가 필요할 수도 있다.
절차는 전사부터 현장까지 물리적 계층 전체를 대상으로 할 수도 있고 공장 구역부터 장치, 장비까지 공장 전체를 대상으로 할 수도 있다. 심지어 트랜스미터, 펌프, 액추에이터 같은 장치도 대상이 될 수 있다.
예를 들면, 현장에서는 허리케인이나 쓰나미와 같은 자연 재해에 대비해 운전 정지 및 대피 절차를 마련해 놓고 있을 수도 있다. 이 같은 절차 가운데 일부는 사람이 작성된 체크 리스트를 보고 시행하기도 하지만 정도의 차이를 두고 자동화하는 부분도 있다.
위 증류 컬럼의 운전 정지는 완전 자동화를 할 수도 있다. 하지만 대피 목적으로 공장을 안전한 정상 상태로 되돌리는 일은 전면 또는 부분 자동화하는 방법도 있고, 온라인 체크 리스트 또는 기타 전자문서 지침에 따라 시행해도 되고, 문서에 따라 수작업으로 실시해도 된다. ISA-TR
106.00-01-2013에서는 자동화 프로세스와 비자동화 프로세스의 조화를 실현하는 방안에 관한 기본틀을 제시하고 있다. 이와 관련해 향후 ISA 106 위원회는 자동화 절차의 선택과 설계, 개발, 시험, 시운전 현황에 관한 기술보고서 작성과 본보기가 되는 절차의 개발 등에 주력할 계획이다.
FA Journal 편집국 (Tel. 02-719-6931 / fa@infothe.com)
<저작권자 : FA저널 (http://www.fajournal.com/) 무단전재-재배포금지>








