 생산에서 더 많은 유연성, 속도 및 효율성은 문과 창문 제작을 전문으로 하는 프랑스 제조 기업 비버(Bieber)의 목표였다. 이에 비버는 정교함과 유연성의 새 기준을 세울 수 있는 생산 공장의 건설을 위해 코흐(Koch) 기계공장에 의뢰했다.
생산에서 더 많은 유연성, 속도 및 효율성은 문과 창문 제작을 전문으로 하는 프랑스 제조 기업 비버(Bieber)의 목표였다. 이에 비버는 정교함과 유연성의 새 기준을 세울 수 있는 생산 공장의 건설을 위해 코흐(Koch) 기계공장에 의뢰했다.
벡호프(Beckhoff)는 풍부한 전문 기술과 강한 투자 의지를 기반으로 PC 및 EtherCAT 기반 제어 기술을 사용해 이 목표를 달성했다. 더불어 비버의 고품질 창문은 진정한 기술적 진화의 혜택을 보게 됐다.
핵심 요구사항은 품질과 유연성
새로운 CNC 복합 공작 기계 Winline-6에 대한 코흐의 주된 요구 사항은 산업 보호 및 로트 사이즈(Lot Size)를 1까지 줄여 품질과 유연성을 증가시키는 것이었다.
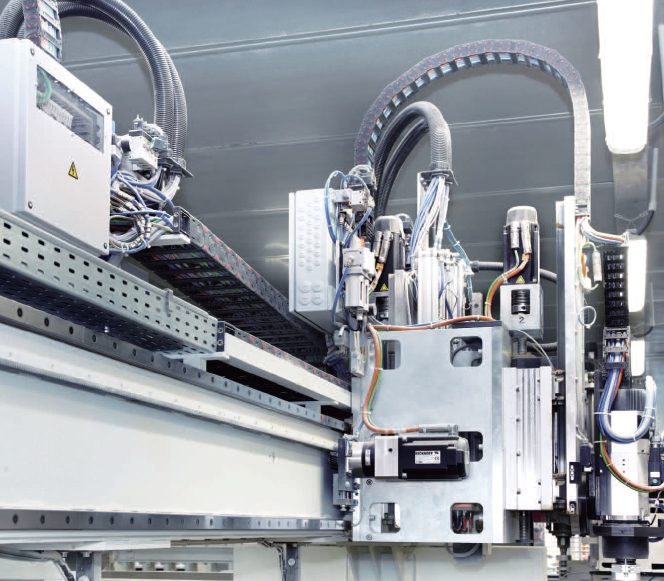
해답은 두 개의 오퍼레이터만을 필요로 하는 독특한 모듈형 목공 기계에서 찾을 수 있었다. 또한, 이 기계는 알루미늄 패널의 브래킷 애플리케이션을 포함하는 나무·금속 창문에서 개별 완제품까지의 모든 부분을 처리한다. 이 기계는 기본적으로 새로운 생산 공장은 신뢰할 수 있는 모듈형 코흐의 시스템을 기반으로 하지만, PC 제어 마스터 컴퓨터를 위한 소프트웨어의 자체 개발을 포함해서 비버의 모든 요구 사항을 충족하도록 맞춤 설계됐다.
하나의 소스에서 완전한 복합 공작 기계 시스템 실현
코흐는 비버의 생산 공장 전체를 자체적으로 개발했다. 이 공장은 TwinCAT으로 자동화 된 업스트림 플래너(Upstream Planer)만을 외부에서 공급 받아 시스템에 완벽하게 통합됐다.
또한, 코흐는 개별 기계 모듈 내에서 제어 데이터의 전송 및 처리를 위해 EtherCAT과 TwinCAT NC 1 소프트웨어를 사용한다. 이는 Winline-600 처리 모듈에서 서보로 제어되고, 독립적으로 작동하는 인장기 축 동기화의 높은 요구 사항을 충족시키기 위한 필수 조건이었다.
이렇듯 다양한 기계 모듈은 실시간 이더넷으로 상위 계층 데이터 를 교환한다. 생산 데이터의 계산과 할당, 부품 추적 및 툴 관리에 사용되는 마스터 컴퓨터와의 통신은 TwinCAT ADS에서 운용한다. 공장의 높은 복잡성은 자동화 시스템의 키 데이터로 나타난다. 벡호프의 RAID 시스템을 내장한 제어 캐비닛 산업용 PC C6140는 모든 모듈의 제어 컴퓨터 및 마스터 컴퓨터로 사용되며, 업스트림 플래너를 포함해 총 102개의 서보 축을 제어한다.
생산공정의 5개 모듈
비버의 생산 공장의 첫 번째 모듈은 선반 카트가 있는 중간 부품 창고이다. 원료 낭비를 최소화하기 위해서 원료 공급은 개별 목재 빔이 아닌 전체 순서에 따라 이뤄진다.
두 번째 Winline-600 모듈에는 3개의 공정 기점이 있어 두 개의 컨베이어 벨트로 운반된 최대 6개의 제작품을 개별 및 동시에 처리할 수 있다. 공정 단계는 톱으로 폐기 목재를 절단하는 쏘잉 단계, 다월 조인트를 위한 수평 드릴링 단계, 설치 구멍 및 모서리 경첩, 받이판 설치를 위한 드릴링 및 측면 밀링 단계를 포함한다.
세 번째 Windoor-LU 모듈은 길이와 상관없는 드릴링 및 다월링을 위한 처리 장치이다. 2개의 AX51xx와 AX52xx 서보 드라이브, 4개의 EK1100 EtherCAT 커플러, 39개의 EL1004 EtherCAT 단말기 및 43개의 EL2004 EtherCAT 단말기는 제작품의 정확한 위치 선정 및 정확한 드릴링과 다월링을 보장할 만큼 성능이 뛰어나다. 특히, 코흐에서 개발한 모니터링 시스템은 유지 보수가 필요없어 정확하며, 접착 애플리케이션이 가능해 다월을 적용할 때 특히 높은 제조 품질을 보장한다.
 네 번째 공정 모듈은 Winline-6000 장치이다. 여기서 제작품을 세로 방향으로 내부에서 외부로 프로파일한다. 툴이 할당되는 방법에 따라 측면마다 최대 4개의 프로세싱 모터를 사용한다. TwinCAT 캠 플레이트 덕분에 4개의 모터가 필요시에 즉석에서 서로 독립적이고 역동적으로 급락하고 부상할 수 있는 점이 특징이다. 또한, 중심 축을 정지하지 않더라도 프로파일의 변경이 매끄럽고 빠르다.
네 번째 공정 모듈은 Winline-6000 장치이다. 여기서 제작품을 세로 방향으로 내부에서 외부로 프로파일한다. 툴이 할당되는 방법에 따라 측면마다 최대 4개의 프로세싱 모터를 사용한다. TwinCAT 캠 플레이트 덕분에 4개의 모터가 필요시에 즉석에서 서로 독립적이고 역동적으로 급락하고 부상할 수 있는 점이 특징이다. 또한, 중심 축을 정지하지 않더라도 프로파일의 변경이 매끄럽고 빠르다.
다섯 번째 모듈, 툴 체인지 시스템은 셔틀을 통해 프로세싱 장치에 다음 공정 단계에서 필요한 툴과 함께 사전 판독 기능에 기초한 마스터 컴퓨터로 제어하는 10개의 플레이트 체인저를 제공한다. 이로 인해 다운 타임이 없어지고, 프로세싱 시간은 줄어들게 된다.
고객의 요구 사항 최적 구현
고품질 목재 창문 시장에서 고객의 요구 사항은 새로운 생산 공장 측정의 기준이다.
비버의 이브 쿨(Yves Kuhl) 공장 디자이너는 “코흐의 공장은 평균 분당 2개의 제품을 처리하고, 한 번의 이동에 약 800개의 창문을 생산하며, 기존에 사용했던 개별 시스템에서는 불가능했던 프로파일 교체 등 다양하고 혁신적인 기능들을 제공한다”고 말했다.
벡호프의 PC 기반 제어 기술은 이미 오랫동안 비버의 현장에서 입증되고 있다. 코흐의 소프트웨어 부문 올리버 벡스테(Oliver Bexte) 전문가는 “새 공장이 비버의 생산 중 약 80%를 수행하기 때문에, 셧-다운시 신속한 반응이 매우 중요하다”며, “벡호프의 PC 기반 제어 기술은 PC, EtherCAT 커플러 및 I/O가 결함 발생시 신속하게 교체할 수 있다”고 덧붙였다.
필립 바이엘(Philippe Beyer) 전무이사는 “PC 기술은 ERP 수준으로 인터페이싱을 단순화한다. 모든 생산 데이터는 ERP 시스템에서 직접 코흐의 마스터 컴퓨터로 전송돼 공장은 우리 회사 네트워크에 최적으로 통합된다”며, “향후에는 생산 EDP를 새로 만들 예정이다. 새로운 공장이 제공하는 프로세스와 원료 흐름의 최적화 덕분에 이것이 훨씬 더 단순해질 것”이라고 기대했다.
트라이텍 제공
FA Journal 편집국 (fa@infothe.com)
<저작권자 : FA저널 (http://www.fajournal.com/) 무단전재-재배포금지>