


![[칼럼] 지속 가능한 성장 위한 필수조건, 인공지능의 눈으로 고객 신뢰도를 높여라](/news/thumbnail/202404/53094_59367_310_v150.jpg)

미국 펜실베니아주 리딩시(Reading : PA)는 전통빵인 프레첼(Pretzel)이 유명해서 ‘프레첼의 도시’로 알려져 있다. 뉴욕에서서쪽으로 약 200km 떨어진 리딩시는 18세기 미국으로건너온 독일 이주민들이 터전을 잡은 도시이며, 이들은 독특한 매듭의 형태로 만들어진 독일 바덴의 전통빵인프레첼을 처음으로 소개한 도시이기도 하다. 약 9만명의 인구가살고 있는 리딩시에는 현재 미국의 3대 메이저 프레첼 제조사인 바흐만(Bachman)과디펜바흐(Dieffenbach), 그리고 유니크(Unique)의생산공장이 위치하고 있다.
리딩시는 필라델피아 스쿨킬강(Schuylkill River)에 위치한 작은 섬인 프리츠섬(Fritz Island)에 18세기 제빵 생산공장에서 나오는 폐수를처리하기 위해 처음으로 수처리 시설을 건설했다. 수세기에 걸친 인구 증가와 산업 성장은 주변 지역 사회를발전시켰고, 제조공장들은 확장 및 신축해 현대화된 생산공장으로 탈바꿈했다.
이는 대량으로 생성되는 오폐수를 처리할 수 있는 최신식 수처리 시설로 이어졌고, 현재는하루 평균 1억리터를 처리할 수 있는 수처리 시설로 운영되고 있다. 지금까지수처리산업은 세계 여러 지역에서 엄격한 환경 규제의 대상이 되고 있다. 이로 인해 수처리산업에서 신기술을갖춘 측정 계기에 대한 수요가 증가하게 됐으며, 많은 기업들은 고효율의 최신 수처리 기술개발에 초점을맞추게 됐다.
엔드레스하우저 또한 수처리산업에 적용할 수 있는 유량계, 레벨계, 분석계, 압력계, 온도계, 레코더 등 다양한 제품 포트폴리오를 개발해 고객에게 공급하고 있으며, 한예로 현재 프리츠 수처리 시설에서 운용하고 있는 측정 계기의 95%를 공급하고 있다.
성장하는 시장
현대식의 수처리 시설들은 1차 목적인 수질관리나 오염물 제거에서 더 나아가 폐루프 시스템(ClosedLoop System)을 통해 바이오가스를 재생에너지로 변환하는 시설로 발전했다. 이처럼수처리 시설 내에서 재생에너지로 변환하기 위한 가장 중요한 요건 중 하나는 공정 온도를 일정하게 유지하는 것이다.
프리츠 수처리 시설의 수석 운영자인 존 거버리치(John Gerberich)에 따르면 “35°C 공정 온도에서 혐기성 박테리아는 대형 소화조 내부를 집과 같이 아늑하게 느끼게 되므로, 공정 온도를 안정하게 유지하게 되면 박테리아의 활성화를 극대화시킬 수 있다”고언급했다.
바이오가스를 생성하기 위해서는 몇 가지의 폐수 전처리 설비 공정이 필요하다. 첫 번째 단계는음식물 쓰레기, 휴지, 나뭇잎 등과 같은 잔여물을 제거하는것이다. 두 번째 단계는 모래, 바위와 자갈 등과 같은 무거운불순물은 하부로 침전시키며 지방과 단백질을 함유하고 있는 폐수는 상부로 부상시켜 표면에서 부상된 슬러지를 제거하는 것이다.

전처리 단계
초기 전처리 단계는 유입 폐수의 흐름을 감소시켜 2시간 정도 이물질들을 바닥으로침전시키면서 폐수가 통과하는 단계이다. 침전 슬러지는 제거돼 소화조로 보내지게 되며, 정화된 물은 강으로 방류하고 슬러지는 에너지원으로 재생해 사용할 수 있게 된다.
박테리아의 반응
소화조에서 슬러지는 혐기성 박테리아에 의해 분해되고 가연성 바이오 가스로 변환된다. 이무산소 공정에서 박테리아는 유기물로 분해돼 메탄과 이산화탄소가 포함된 바이오가스를 발생시키게 된다. 바이오가스에서추출된 메탄가스로 보일러를 연소시켜 가압된 스팀을 발생시키고, 발생된 스팀을 이용해 터빈을 구동함으로써발전기에서 전기를 생산한다.
프리츠 시설은 이 발전기를 통해 생산되는 전기를 기반으로 시설을 운용하고 있다. 기존에는 SCADA Telemetry Network를 통해 압력계를 사용해 바이오 가스의 흐름을 모니터링했으나, 정확한 측정이 불가하고 판독하는데 어려움을 겪었다. 또한, 메탄 온도는 수동으로 측정해 메탄 비율을 분석하기 위해 가스 시료를 채취해 실험실에서 하루에 4시간정도 소요해 분석했다.
과도한 에너지 낭비
매일 수동으로 진행하는 메탄 비율 분석은 슬러지가 소화조로 유입되는 공정 지연의 원인이 됐다.거버리치에 따르면, “때때로 메탄 비율이 20% 이하로떨어지고 공정온도가 20°C로 떨어질 때가 있는데, 이런조건의 소화조는 부식의 원인이 되고, 무엇보다도 메탄 비율이 연료로 사용할 수 없을 정도로 낮아지기때문에 추가적으로 천연가스를 구입해 보일러 연료로 사용하는 경우가 발생했다”며, “이런 경우, 한 달에 수천 달러의 손해를 입은 적도 있기 때문에문제 해결을 위해 실시간으로 온도와 메탄의 비율을 측정할 수 있는 방법을 찾고 있었다”고 밝혔다.
실시간 데이터 전송
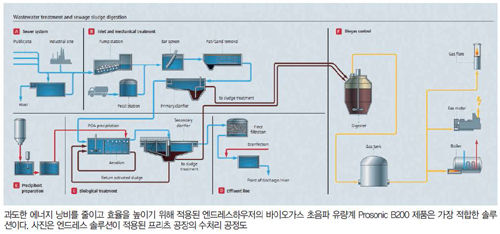
과도한 에너지 낭비를 줄이고 효율을 높이기 위해적용된 엔드레스하우저의 바이오가스 초음파 유량계 Prosonic B200 제품은 가장 적합한 솔루션이었다. Prosonic B200은 바이오가스 측정용으로 특화돼 개발된 제품으로 불순물과 수분이 함유된 바이오가스 공정조건에서의 가스 유량을 정확하게 측정할 뿐만 아니라, 메탄 비율에 따라 변화하는 초음파의 음속(Sound Velocity)을 측정해 실시간으로 메탄의 비율을 감지하고, 가스의품질을 지속적으로 모니터링할 수 있게 돕는다.
프리츠 공장은 Prosonic B200 유량계 제품을 설치한 후, 기존의 실험실 테스트 결과를 기다리거나 운영자가 가스 시료 채취에 시간을 허비할 필요가 없게 됐으며, 이로 인해 생산성 향상과 효율을 높일 수 있게 됐다. 기존의 유지보수비용은 줄고, 메탄 비율을 일정하게 지속 관리가 가능하게 돼 추가 연료 사용비용을 줄일 수 있었으며, 이로 인해 한 해 평균 6만달러의 비용을 절약할 수 있게 됐다.
거버리치는 “엔드레스하우저의 Prosonic B200 바이오가스초음파 유량계에 대한 초기 투자비용은 높을 수 있다고 생각될 수 있으나, 이 제품을 통해 실시간으로메탄 비율 및 바이오가스 유량값을 모니터링할 수 있게 돼 공정의 품질 및 생산성 향상과 유지관리 비용을 절감할 수 있게 됐다”고 말했다.
한편, Prosonic B200 바이오가스 초음파 유량계는 변동 공정 조건에서도 안정적이며, 높은 정밀도 구현, 바이오가스 조성 비율에 관계없이 독립적으로 가스유량을 측정, 낮은 공정 압력에서도 측정 가능하며, 내진및 방폭 구조로 안전, 통합 표준화된 2선식 루프 전원 설계구조로 4선식 대비 비용절감 등 다양한 장점을 가진다.
<한국엔드레스하우저 제공>
FA Journal 편집국 (fa@infothe.com)
<저작권자 :FA저널 (http://www.fajournal.com/) 무단전재-재배포금지>






